Recently, the launch phase results review meeting of the Hot‑Rolled Seamless Steel Tube Closed‑Loop Rolling Project of Chengde Jianlong Special Steel Co., Ltd. (hereinafter "Chengde Jianlong") was successfully held at the conference center of Chengde Jianlong’s administrative building.Ling Zhongqiu, Executive Deputy General Manager of Chengde Jianlong; Dong Qing and Yao Shuanglai, Deputy Factory Directors of the Rolling Plant; Wang Xiaochen, Vice President of Design & Research Institute ofUSTB (hereinafter "DRI"); as well as project team members from both sides gathered to review the project’s tackling process, evaluate annual phased achievements, and plan the future development blueprint.The successful holding of this meeting not only marks a breakthrough in the intelligent transformation and upgrading of Chengde Jianlong’s core production links, but also demonstrates the profound friendship and strong synergy of university‑enterprise cooperation, collaborative innovation, and joint development.
At the meeting, the project team comprehensively reviewed the annual project progress, launch details, and core implementation results.Ling Zhongqiu fully affirmed the team’s hard work and outstanding achievements throughout the year, highly praising their professionalism, sense of responsibility, and scientific research spirit.He stated that the review meeting is both a comprehensive summary of the year’s work and a clear deployment for future work, expecting both sides to take this phased achievement as an opportunity to join hands and continuously upgrade the project’s application effectiveness.
Phase I Review: Deeply Cultivating Intelligent Manufacturing, Laying a Solid Benchmark Foundation
Looking back on the cooperation process, since 2021, DRI has joined hands with Chengde Jianlong to build a multi‑business intelligent manufacturing platform — the first phase of their intelligent manufacturing cooperation.The platform integrates a data governance and integration platform, production process quality control system, process‑level energy medium management system, multi‑scenario digital twin factory with integrated technologies, and a seamless steel tube holographic surface defect detection system, realizing visual, digital, and intelligent empowerment of the entire hot‑rolled steel tube production process.
With these cooperative achievements, Chengde Jianlong successfully won two honors from the Ministry of Industry and Information Technology: "2021 Intelligent Manufacturing Demonstration Factory" and "2022 Intelligent Manufacturing Benchmark Enterprise", and won the First Prize of Metallurgical Science and Technology in 2023.It has established an internationally leading intelligent iron and steel factory benchmark characterized by in‑depth information perception, intelligent optimization decision‑making, and precise control execution.
Phase II Launch: Precise Breakthrough, Iterative Upgrading for Further Progress
Based on the achievements of Phase I, the DRI and Chengde Jianlong did not stop innovating.Instead, they further explored key bottlenecks restricting steel tube quality improvement.In 2025, they jointly innovated and developed "Full‑Process Quality Diagnosis, Analysis and Online Closed‑Loop Control Technology Based on Industrial Internet Platform", officially launching the second phase of the intelligent manufacturing project.
Combined with pain points in the seamless steel tube industry and actual production needs, Phase II relies on detection system and model upgrading, integrating detection, process, control, and other technical means.It focuses on developing multiple business model systems includingClosed‑loop measurement and control of hollow shell dimensions,Full‑length wall thickness closed‑loop control of continuously rolled steel tubes,Optimal control of continuous rolling pointing parameters,Optimal control of steel tube head‑tail cutting length.The project strives to optimize the quality and improve the dimensional accuracy of hot‑rolled seamless steel tube products, comprehensively enhancing the production quality and operational stability of the production line.
Results Express: Multiple Modules Launched, Tangible and Visible Effects
(1)Precise and Controllable Multi‑Dimensional Detection of Hollow Shells, Stable Operation of Perforation Parameter Models.
In traditional production, the outer diameter and length of hollow shells lack effective measurement and control systems.Only manual sampling results are used to adjust perforator settings, making it difficult to form a closed‑loop control system and directly restricting the improvement of hollow shell outer diameter processing accuracy.
By deploying hollow shell dimension detection equipment, real‑time automatic detection of outer diameter and length is realized, with full recording of dimension data for each single hollow shell.Based on online actual production data, a dynamically optimized perforation parameter model is developed, which uses optimization algorithms to realize adaptive adjustment and dynamic optimization of key process parameters such as roll spacing, guide plate spacing, and plug forward displacement.
Application Effect:Outer diameter detection accuracy of small‑diameter hollow shells at the perforator outlet reaches ±1 mm.After four months of stable continuous operation, the perforation parameter setting model precisely controls the setting error of roll spacing and guide plate spacing within ±1 mm, laying a solid technical foundation for production accuracy.
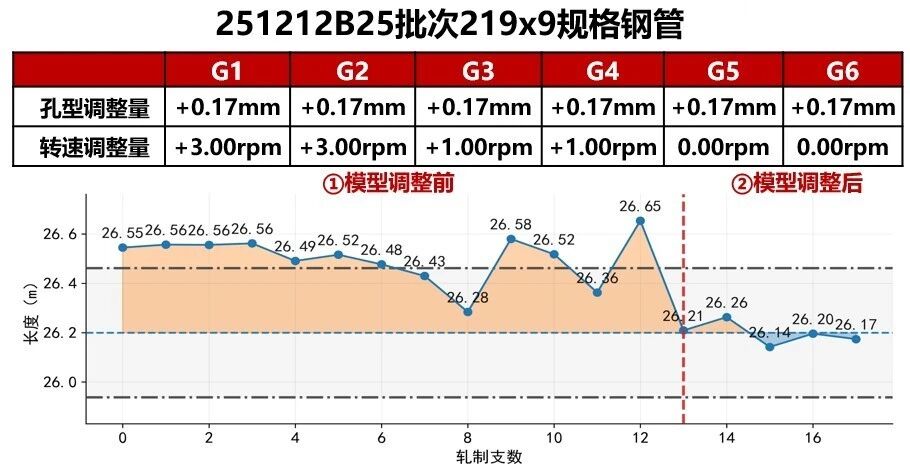
(2)Closed‑Loop Regulation of Continuous Rolling Wall Thickness, Stable Error Reduction via Model Parameter Adjustment
In traditional production, core process parameters such as roll gap and roll speed of continuous rolling mills rely on manual empirical settings, only corrected based on cooling bed sampling results.Dynamic roll gap adjustment for individual steel tubes cannot be achieved.Especially after roll replacement and specification switching, large roll gap fluctuations make it difficult to quickly and accurately set parameters, often requiring repeated adjustments — affecting rolling rhythm and restricting finished tube quality stability.
Compared with manual adjustment, the continuous rolling wall thickness closed‑loop adjustment model is based on a scientific "deformation distribution" core strategy for each stand.It calculates precise adjustment amounts to meet target length in real time and issues them with one click, avoiding human errors from manual correction and effectively improving production efficiency and product quality stability.
Application Effect:
The model operated stably during the trial period.After online dynamic adjustment, finished tube length control deviation decreased from 1.27% to 0.28%, and average hollow shell wall thickness control deviation decreased from 1.71% to 0.97%, significantly improving product dimensional accuracy.
(3)Optimized Control of Pointing Parameter Model, Quality Improvement and Efficiency Enhancement Verified in Batches
In traditional production, when switching product specifications, pointing parameter settings completely rely on the experience of process and operating personnel due to different process and quality requirements of orders and lack of unified standards.
This not only increases on‑site operation difficulty but also easily affects product quality stability due to parameter deviations.
The pointing parameter optimization control model combines production line characteristics and wall thickness detection data to accurately calculate and optimize the setting parameters of the continuous rolling mill pointing compensation system.
It greatly reduces the over‑tolerance length of the head and tail wall thickness of hot‑rolled steel tubes, effectively reducing head‑tail cutting loss.
Application Effect:The model now covers parameter calculation for all steel tube specifications in production.In trial batches, cutting loss per single steel tube is reduced by 50–200 mm, laying a solid foundation for improving product yield and achieving cost reduction and efficiency enhancement.
Future Outlook: Closed‑Loop Empowerment to Upgrade Benchmarks, Intelligent Manufacturing Leading a New Journey
This closed‑loop rolling project is a further upgrade based on Chengde Jianlong’s Phase I intelligent manufacturing project, focusing on closed‑loop rolling to continuously promote the intelligent transformation of the entire production process.
It is expected that all core modules will be steadily and fully implemented in 2026, accurately solving industry pain points such as insufficient accuracy, high loss, and reliance on manual experience in traditional hot‑rolled seamless steel tube production, achieving triple improvement in production efficiency, product quality, and economic benefits.
Based on existing achievements, DRI will continue to cooperate with Chengde Jianlong to continuously optimize core technologies and improve the intelligent system.We will strive to build a replicable and promotable new intelligent manufacturing model for hot‑rolled seamless steel tubes, endeavor to become an industry benchmark, lead the entire seamless steel tube industry out of traditional production bottlenecks, and move toward a new stage of high‑quality, intelligent, and high‑efficiency development, empowering industry transformation and upgrading with intelligent manufacturing strength.


官方公众号

